


静音钢板CO2气体保护焊接工艺
原价 ¥ 20.00
促销价 ¥ 1.00 评分 4.6
报错
- 详情
- 2021-03-23
- 简介
 pdf
pdf
- 625KB
- 页数 5P
- 阅读 95
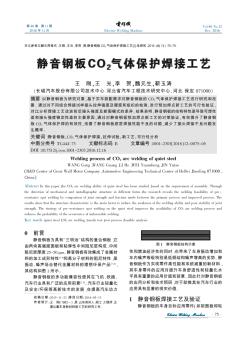
以静音钢板为研究对象,基于实车装配需求对静音钢板的CO2气体保护焊接工艺进行研究和改善。通过对不同组合焊接试样接头拉伸强度及硬度和组织的检测,进行预加焊点新工艺的可行性验证,对比分析焊接工艺改进前后接头强度及断裂模式的差异。结果表明,静音钢板的结构特性是导致可焊性差和接头强度稳定性差的主要原因;通过对静音钢板预加焊点新工艺的对策验证,有效提升了静音钢板CO2气体保护焊的有效性,改善了静音钢板底层焊接性能不良的问题,减少了接头焊接不良问题发生概率。
对不起,您暂无在线预览权限,如需浏览请
立即登录热门商品







相关推荐
静音钢板CO2气体保护焊接工艺 625KB
CO2气体保护焊焊接工艺 14KB
CO2气体保护焊焊接工艺及应用 1.1MB
CO2气体保护焊焊接工艺评定报告 132KB
CO2气体保护焊焊接工艺试验与应用 366KB
CO2半自动气体保护焊焊接工艺 28KB
CO2气体保护焊在焊接工艺的应用浅析 912KB
立浦重工co2气体保护焊焊接工艺规范 31KB
CO2气体保护焊焊接16Mn钢的焊接工艺 1.3MB