


 100 积分
100 积分 50
评分
4.6 积分
50
评分
4.6 积分- 详情
- 2020-12-27
- 简介
 pdf
pdf
- 114KB
- 页数 2P
- 阅读 91
- 下载 35
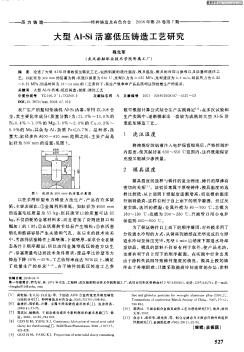
论述了大型Al-Si活塞的低压铸造工艺,包括铝液的浇注温度、模具温度、模具的冷却与涂料以及活塞的浇注工艺。以缸径为300mm的活塞为例,在浇注温度为640℃、充型压力为0.025MPa、充型速度为0.4m/s、结晶压力为0.22~0.25MPa、结晶时间为13~14min的工艺条件下,其生产效率和产品品质均达到批量生产的要求。
对不起,您暂无在线预览权限,如需浏览请
立即登录热门商品







相关推荐
大型Al-Si活塞低压铸造工艺研究 114KB
压铸式低压铸造工艺过程与工装设备 121KB
曲轴树脂砂低压铸造工艺研究 333KB
树脂砂低压铸造工艺研究与应用 1.1MB
石膏型低压铸造工艺规程的研究与应用 625KB
金砂型低压铸造工艺研究与应用 765KB
大型铝合金薄壁件低压铸造工艺研究 251KB
低压铸造超大型高负荷船用铝活塞的工艺研究 166KB
铝合金涡轮低压铸造工艺的改进 121KB
基于CAD/CAE的壳体铸件低压铸造工艺设计 866KB